
We develop and distribute image processing systems and vision systems for your specific application.
More than 30 years of experience in digital image analysis are the base of our vision systems.
Our know-how lies in both the biomedical and industrial sectors. This often leads us to solutions that a provider of classic industrial image processing systems cannot offer. The resulting synergy effects make us strong in various fields of application of imaging: research (biology, medicine, crop science), manufacturing and industry (automation, quality control, monitoring).
We are not tied to a specific application or industry, but provide you with software that is tailored to your needs.
Consulting is our strenght: Because of our rich experience we can support your project from planning to operation.

Our products at a glance
All of our products are characterized by a high degree of flexibility and are specially adapted to each customer.
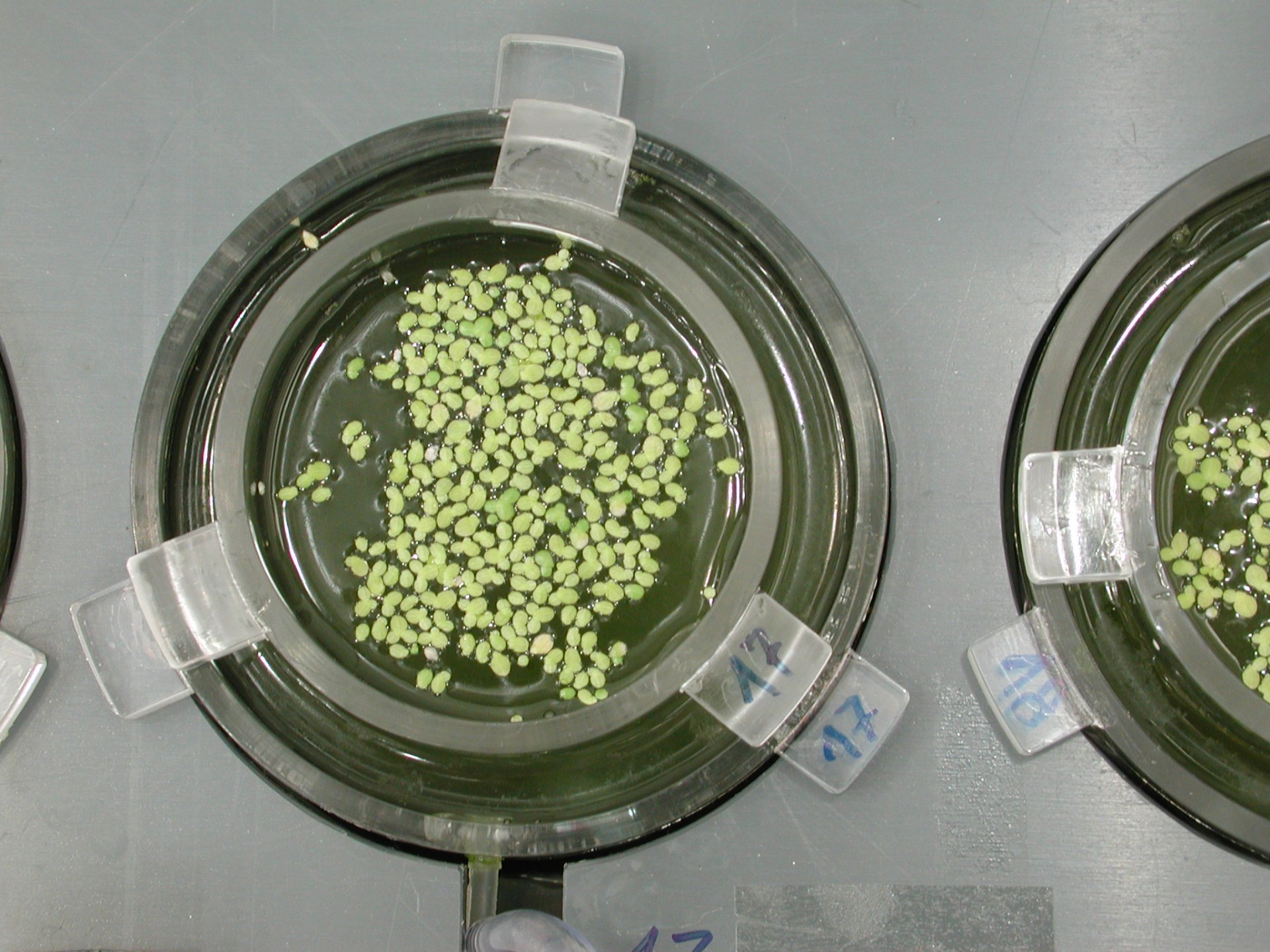
Our products medeaLAB Count&Classify and medeaLAB Tracking are mainly used in research and in the laboratory sector for biology, medicine and plant breeding.

Counting, measuring and classifying objects in the microscopic and macroscopic range
Tracking and motion analysis of single or multiple objects
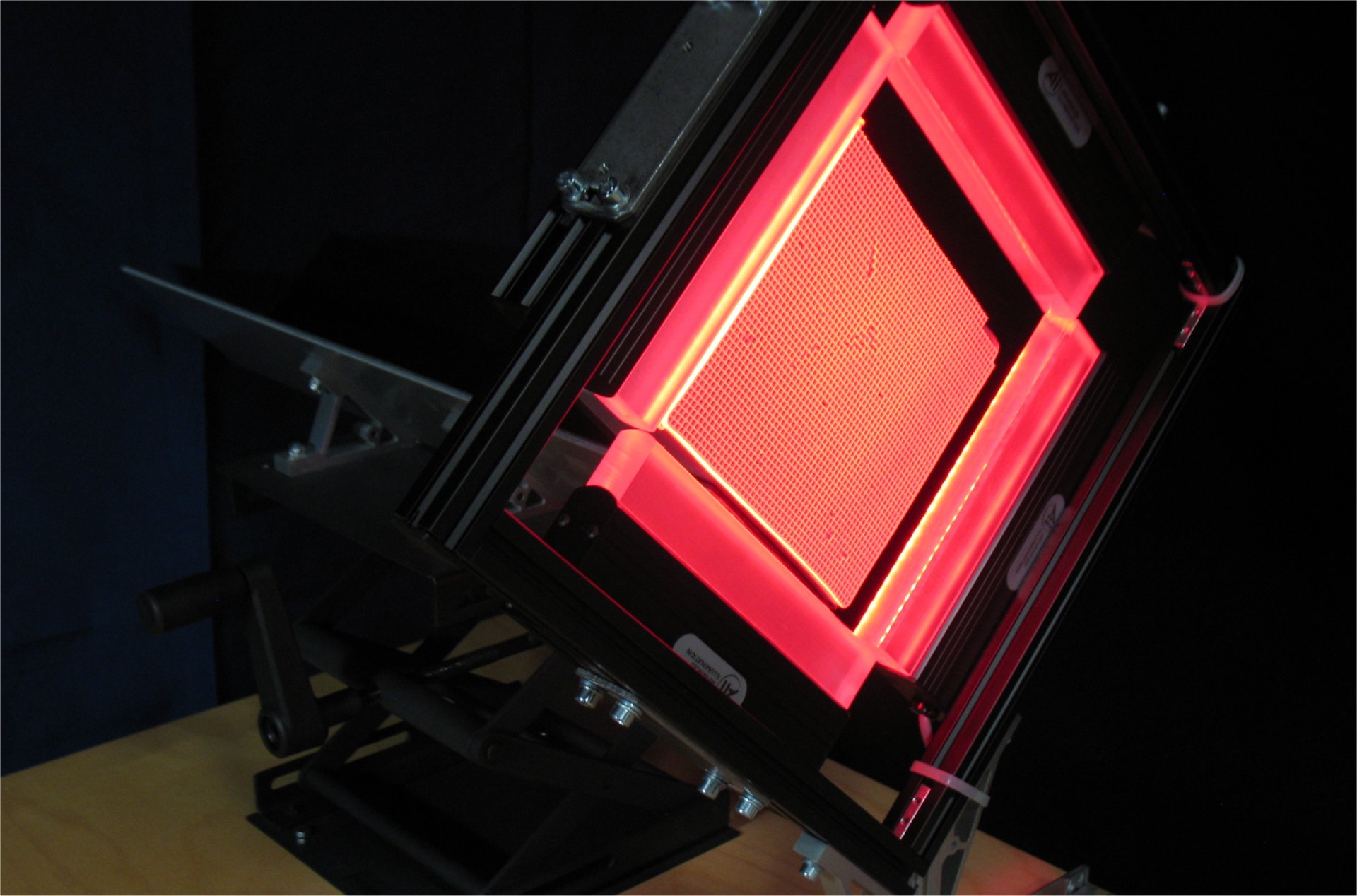
Our Products medeaLAB Machine Vision and Embedded Systems are used in a wide range of industrial applications.

Technically sophisticated solutions based on A PC for the industrial sector. Use cases can be for example in a qualitiy assurance laboratory or for connection to an LIMS.

medeaLAB Embedded Vision Systems
High-quality components are building the core of our embedded vision systems and devices used in production control. Is used in Robot Guidance, OCR, Label existance controll or measurement of parts in harsh enviroments